机器人系列:RS系列
航空航天产业与其他产业不同,其生产现场的自动化推进难度较高。主要原因在于多品种小批量生产模式,使得机器人导入不易推行。本次介绍的航空部件制造商,与位于加拿大安大略省、川崎机器人认证系统集成商(SI)合作,成功实现了采用机器人与3D视觉的螺母板装配单元自动化。
螺母板是用于将飞机机身固定在框架上的关键部件。由于部件种类超过200种,此前普遍认为自动化难度较高,而导入搭载川崎机器人与3D视觉的装配作业自动化后,实现了节拍时间缩短、产品品质提升、工时削减,成功解决了这一课题。
本次自动化成功的关键——3D视觉系统,可识别28种类型、共225种形状的螺母板。川崎重工R系列机器人RS010L与RS080N,负责部件端部的铆接作业。

导入课题
从严苛的重复性作业中解放人员
该航空部件制造商推进螺母板安装自动化的原因众多。为满足严苛的品质要求,所有员工必须接受各部件制造相关培训并取得认证,同时需要实时记录作业内容。此外,由于是长时间重复性作业,人员留存率较低,面临诸多课题。
品质管理
作为关键部件,螺母板安装对铆钉的精准位置(高度)有严格要求。以往需要作业人员对铆钉进行磨削,加工至规定高度,属于耗时较长的重复性作业。

解决方案(装配作业自动化方案)
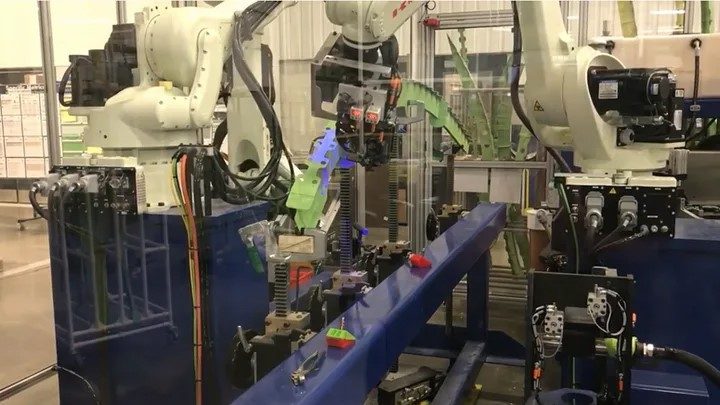
- 由3台川崎重工R系列机器人与3D视觉系统构成全自动装配单元
- 通过Matrox图像识别软件与LMI定位器,精准识别225种部件
工序概述
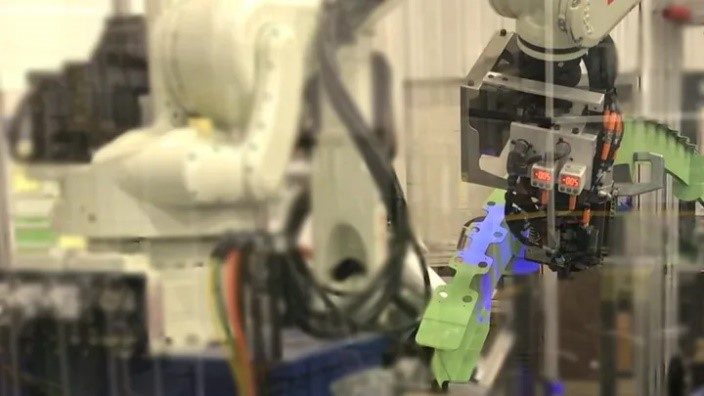
川崎机器人RS080N通过3D视觉扫描工件3处指定位置,完成定位。随后,利用安装在机器人前端的夹爪抓取工件,加工2个螺母板安装用铆钉沉头孔。
机器人旋转臂身,从铆钉送料装置中取出适配当前形状与尺寸的铆钉。与此同时,另一台机器人RS010L抓取螺母板,通过视觉相机识别28种螺母板。机器人将铆钉放置在螺母板位置确认工具上,通过视觉再次校验部件正确性。
机器人将螺母板放置在回转工作台,第三台机器人RS005N进行密封剂(用于确保耐腐蚀性的涂布剂)涂布。在密封剂涂布前后各进行1次检测,确认涂布状态合格。
回转工作台旋转,RS010L准备螺母板及定位工具等整体部件的搬运。扫描工件3处位置,完成精准对位并抓取部件后,RS010L固定部件,与RS080N头部对接。RS080N的铆钉吸附头将铆钉送入RS010L头部内,对工件进行铆接。
铆接完成后,机器人头部分离,RS010L卸下部件,RS080N将钻头前端工具旋转至铆接位置,完成作业。
上述全套工序仅耗时39秒。
视觉、精度和速度
在这类复杂工序中,3D视觉至关重要。Matrox图像软件与LMI定位器,在识别225种部件与28种螺母板的过程中发挥核心作用。
系统集成商选择川崎重工,是因为其具备开放架构编程语言与高级流程处理能力。
项目负责人P.J.表示:
“我们此前使用过多家机器人厂商的产品。川崎机器人的优势在于编程便捷性,尤其是AS语言的易用性,这也是我们选择川崎机器人的重要原因之一。”
本应用的核心要点,在于多台机器人如何实现紧密协同。RS080N与RS010L的前端必须无碰撞运行,对重复精度要求极高。
川崎重工通用型R系列机器人的重复定位精度,根据负载(3kg~80kg)为±0.02mm~±0.06mm。
P.J.评价:“臂身刚性强、无晃动。虽然需要移动至极高精度的位置,但川崎机器人完全可以胜任。”
导入结果
- 节拍时间缩短26秒
- 作业品质均一化达到97%
- 作业人员从3人削减至1人
- 单元内完成全工序,无需中间品存放区
机器机器人自动化带来显著成果:大幅缩短节拍时间、提升作业品质、实现省人化,成功达成初期设定的成本削减与生产目标。
谈及自动化带来的最大改善,P.J.毫不犹豫地表示是作业品质均一化。投入使用1年多以来,该自动化单元有效消除了作业品质波动,不仅实现97%的均一化,同时在成本与人员削减两方面为收益做出突出贡献。
-机器人介绍
型号名称:
RS010L/RS080N
功能
具备宽广动作范围与充足负载能力,可对应从点焊到搬运等多种用途的大型通用机器人。
有效载荷:
RS010L:10 千克/RS080N:80 千克
轴数:
6 轴
重复精度:
RS010L:±0.05 毫米/RS080N:±0.06 毫米
相关产品
RS010L
高速、高性能的行业机器人
R系列机器人为所有小中型工业机器人设定了基准。紧凑的设计和杰出的速度、伸展距离和工作范围使R系列机器人适用于遍及众多不同行业的广泛应用范围。
RS080N
高速、高性能的行业机器人
R系列机器人为所有小中型工业机器人设定了基准。紧凑的设计和杰出的速度、伸展距离和工作范围使R系列机器人适用于遍及众多不同行业的广泛应用范围。
RS080N机器人拥有80kg的负载,为川崎该系列中最大负载。