
机器人用户:KH Facilitech Co. Ltd.
系统集成商:Kawaju Facilitech Co. Ltd.

KH 设施技术株式会社(下称“KH”)是一家专注于三维钢结构制造的 “特殊钢结构制造专业企业”。该公司打造的高设计感结构件,支撑起众多追求造型创新的现代建筑:包括支撑日本新国立竞技场看台的圆形钢桁架大屋顶、钢管交错向上延伸的东京晴空塔塔体、以折纸般几何轮廓覆盖车站的JR高轮Gateway站屋顶,以及形似恐龙骨骼的东京涩谷区宫下公园拱形天棚等。这家以大型工件为主要加工对象的企业,之所以能实现自动化转型,核心得益于可无需示教、高效生成机器人动作数据的 “KCONG” 软件。
导入背景 / 面临课题
加工对象为地下隧道用大型钢制结构件


KH是一家擅长加工三维结构特殊钢材及钢管的专业企业。该公司生产总括部森川淳一部长这样解释引入机器人的契机:“我们很少生产相同的产品,因此自动化推行难度较大。但在承接‘钢制管片’的大量生产订单后,我们决定引入机器人。”另一方面,川重设施技术设备技术本部机器人设备组寺冈直哉组长表示:“川崎擅长根据客户需求定制机器人系统,近年来正积极拓展需要省力化、自动化难度较高的应用领域”,并谈及了在多场景的应用情况。
KH擅长制造用于体育场、机场等屋顶钢结构、拱形桥梁、箱型梁等的三维结构特殊钢构件。这类立体复杂形状的钢构件制造,长期以来依赖熟练技工的手工操作,难以实现生产工序自动化。约五年前,随着地下隧道用“钢制管片”订单的承接,该公司决定正式引入机器人。当前,城市隧道施工主流采用盾构工法——通过圆柱形掘进机挖掘前方土体,而用于加固挖掘壁面、防止坍塌的结构件被称为“管片”。近年来,从施工性和经济性角度,混凝土管片应用较为广泛,但在抗拉强度、弯曲韧性、耐冲击性及施工性方面,大断面、复杂结构部位(如U型转弯道、互通式立交等)仍需使用钢制管片*1。
KH实现自动化的正是这类钢制管片的制造工序。“对于不量产产品的我们来说,引入机器人是一项不小的挑战。此前曾在钢管切割中尝试过机器人,但未能持续使用”(森川部长)。直径远超10米的圆形管片,由多个分割件组成,可想象成切成数人份的年轮蛋糕切片。当这些结构件需以数千吨为单位交付时,量产成为必然要求。“事实上,16年前我们也曾承接过钢制管片的制造订单,当时完全是摸索阶段,所有工序均依赖人工”(森川部长)。此次KH重启钢制管片大量生产,借鉴过往经验决定推进自动化,通过引入机器人实现效率提升、品质稳定及员工负担减轻。
[參考資料]*1:日本盾构分段工程师协会 http://jssa3.org/index.html
导入效果 / 解决方案:
采用定制焊枪,实现高自由度的焊接
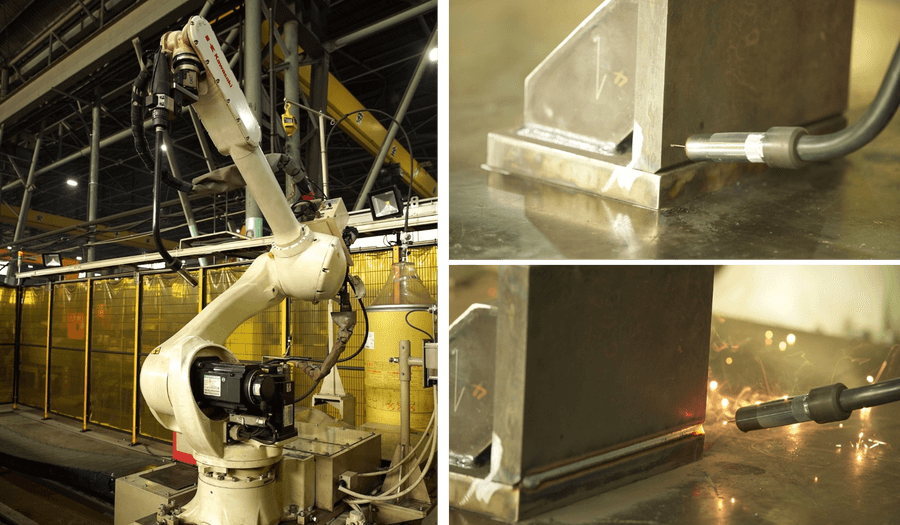
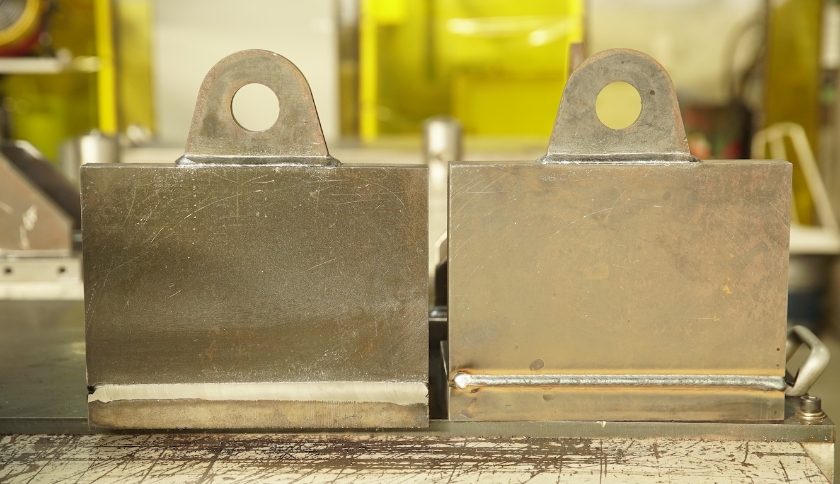
在人工操作易导致成品质量差异的焊接工序中引入机器人后,不仅实现了品质稳定,焊道高度也保持均匀,为后续切削工序的自动化奠定了基础。


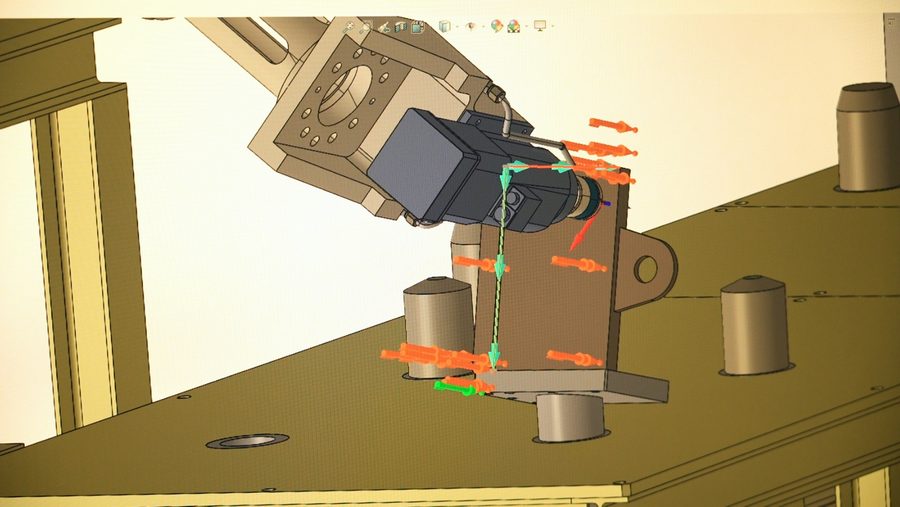
负责系统升级的川重设施技术专业技术团队,擅长开发多种独特解决方案,如多机器人组合焊接自动化系统、搬运机器人等,并能整合行走装置、可动夹具、搬运设备等周边设备,为船舶、航空航天等领域的特殊大型结构件高效制造提供定制设备。由于机器人系统需提升大型工件生产效率,生成机器人最优动作数据离不开离线免示教系统。寺冈组长介绍:“为此,我们构建了多个应用‘KCONG’机器人自动示教软件的系统,该软件由川崎重工开发,可基于三维 CAD 数据在电脑上生成机器人动作数据并进行仿真。”
本次加工的工件为大型钢制结构件,长度约 5 米、高度 1 米以上,重量最重可达 4-5 吨,最轻也有 2 吨。系统自动化过程中,“KCONG” 软件同样发挥了重要作用。“我们先在焊接工序引入机器人,随后又部署了用于切削焊道的机器人系统。机器人可在恒定条件(相同速度、角度、顺序)下进行焊接,确保品质稳定,且能连续作业无需停歇。原本需两人协作的焊接工序,现在仅需一名操作员即可完成,有效实现了省人化”(森川部长)。
针对需根据坡口(焊接母材间预留的沟槽)反复自动焊接的生产线,工件台左右两侧各配置了 1 台搭载行走装置的垂直多关节机器人 “RA010L”。该机器人为长臂展型,搭配原创长焊枪,可对深处部位进行焊接作业。两台机器人能自动完成一整套工序:焊丝尖端切割→喷嘴清洁→防飞溅液涂抹→焊丝接触母材检测焊接位置→从工件两侧同时进行多层多道焊接。
“机器人焊接使焊道厚度均匀,这让原本依赖人工的焊道切削工序也具备了自动化条件,这一方案正是由川重设施技术提出的”(森川部长)。切削工序比焊接更耗费人力,其自动化是长期以来的课题。川重设施技术设备技术本部技术组服部孝司主查解释道:“前道焊接工序的自动化,使工件状态(即焊道高度)保持一致,为后道切削工序引入机器人创造了可能。”
切削加工机器人:节拍时间最大缩短 25%



以往一名操作员加工 1 件钢制管片的切削工序需耗时 1 天半,自动化后作业时间最大缩短 25%。同时,通过配备工具转换器,可灵活选用多种立铣刀。
焊道切削工序采用负载能力 200 公斤的垂直多关节机器人 “BX200L”,其手部装有立铣刀(切削工具)和主轴电机(旋转驱动装置)。服部主查介绍:“我们选用了动力强劲的机器人,以吸收切削时的振动和反作用力,同时还融入了减振功能。” 该机器人安装在行走装置上,通过工具转换器机构,可自动更换用于位置检测的接触式探头和多把立铣刀,实现了从切削前检测到加工完成的全流程自动化,无需人工干预。“最困难的是找出所有条件的最优解,包括单次切削量、走刀次数、立铣刀转速、电流值、移动速度等。我们通过实际工件反复调试,才确定了合适的参数”(服部主查)。

自动切削加工生产线:机器人两侧设有工件台。自动切削按以下流程进行
(1) 机器人沿行走装置移动至工具转换器位置
(2)工具库防尘罩自动开启
(3) 机械臂末端安装检测用接触式探头
(4)通过探头接触工件检测基准位置
(5)机器人返回工具转换器位置,将末端更换为立铣刀
(6)实施工件切削
该生产线的一大特点是机器人两侧各设 1 个工件台,可同时摆放 2 个工件。由于大型工件需通过桥式起重机搬运,耗时较长,若仅设 1 个工件台,切削完成后至工件搬出期间,机器人无法开展下一轮切削作业。而两侧均设置工件台后,即使一侧工件切削完成未移动,机器人也可立即启动另一侧工件的切削作业,实现 2 个工件的连续自动切削,最大限度减少操作员的应对时间。切削工序自动化后,节拍时间较以往最大缩短 25%,且可在无人值守的夜间自动作业,生产效率显著提升。“无人化作业不仅减轻了员工负担,也助力提升了作业安全性”(森川部长)。
未来展望及计划:
机器人独有的 “发展潜力”—— 专用设备不具备的优势
Kawaju Facilitech使用各种行走机构和升降/转弯构建了许多极高级的系统
川重设施技术还承接了众多高度复杂的系统项目,为机器人加装各类行走装置、升降 / 旋转装置,甚至搭配变位机(可将工件定位至最优角度的可动夹具)。该公司擅长打造能充分发挥 “机器人性能” 的系统,将这些行走装置、变位机的驱动电机作为机器人的外部轴协同控制。
大型结构件切削加工虽可采用龙门加工中心等专用设备,但需巨额设备投资和大面积的安装空间。而机器人自动化系统不仅可在相对紧凑的空间内安装,还具备 “通用性”—— 通过修改程序和周边设备,即可适配其他工件加工,这也是机器人的核心优势。川重设施技术正是利用这一优势,开发出了前所未有的原创切削自动化系统。森川部长表示:“前来公司参观的客户,大多对切削机器人系统最感兴趣。我认为,切削、磨削、抛光等工序,是众多行业在自动化推进中面临的共同难题。”
此外,“本次焊接和切削两道工序,均采用了机器人自动示教软件‘KCONG’,从设备设计到示教全程应用。在第一阶段焊接自动化时,我们曾耗费大量精力定制该软件,积累的技术经验也为切削机器人从设计到正式运行的顺利推进提供了有力支持”(服部主查)。“KCONG”的定制工作由软件开发专业团队——川重Technology(现 Benik Solutions)参与完成。如此大型工件的切削工序能够实现机器人自动化,正是得益于川崎重工的机器人开发技术、川重Technology的软件技术,以及川重设施技术的工程技术三者的深度融合。
- 公司信息 公司名称: KH设备科技有限公司 代表: 总裁 桥冈泰宏 成立日期: 1964年4月 核心业务: 建筑钢结构、桥梁等钢结构制作、安裝 经营地点: 总部:福冈县北九州市若松区北凑町9-27 网站: https://www.khf.co.jp ― 系統集成商公司信息 公司名称: 川重设备科技株式会社 代表: 总裁 土田 吉夫 成立日期: 1977 年 1 月 核心业务: 各种生产设备及生产线的设计开发、大型移动结构、储罐及管道设备的维护保养、厂房设施检查工作 经营地点: 总部:兵库县加古郡播磨町新岛8号川崎重工业株式会社播磨工厂内 网站: https://www.khi.co.jp/corp/kis/ ― 机器人安装完毕 [电弧焊] 机型 RA010L: 六轴垂直多关节机器人,工作范围达1,925毫米,可轻松搬运大型工件 特征: 紧凑、纤薄,但具有高刚性臂、同级行业领先的运动范围、高防尘防水性能 有效负载: 10公斤 轴数: 6 重复定位精度: ±0.05mm 最大动作范围: 1,925mm [Cutting] [切割] 机型BX200L: 实现快速作业、高密度布置的六轴垂直多关节机器人 特征: 紧凑、轻量的手臂,采用高输出/高速电机,通过最新的振动控制实现快速的运行速度。 中空手腕结构可将电线和管子容纳在手臂内,从而实现较小的安装空间。 有效负载: 200公斤 轴数: 6 重复定位精度: ±0.06mm 最大动作范围: 2,597mm
相关产品
RA010L
熟练而灵活的弧焊机器人
从导入川崎弧焊机器人之日起,就可以媲美一个熟练焊接工人的焊接品质。
具有1925mm的超大动作范围,可对应大型工件。
相关案例研究

应用案例|20余年无间断运行,制造业自动化升级优选
概述 对于制造企业而言,自动化升级的核心诉求是稳定、省钱、好用、适配性强。当前工业机器人品牌繁多,但能经得起时间考验、切实解决痛点的寥寥无几。川崎工业机器人依托川崎重工百年工业积淀与市场验证,以川崎汽车制造公司(KMM) […]